Khi bạn học môn dụng cụ cắt, hay đôi khi đi làm thực tế, có khi chúng ta phải tính sai số bằng tay để xác định khi nào thì nên thay thế hoặc đem đi mài lại. Dưới đây là dạng bài tập tính dung sai đường kính dao doa chi tiết. Nào, chúng ta bắt đầu nào.
À, trước khi bắt đầu thì có bạn nào nhớ Dung sai là gì không nhỉ? Chúng ta có thể hiểu đơn giản là:
“Dung sai là những giá trị sai lệch cho phép của một đối tượng nào đó so với yêu cầu, nhưng đó là khoảng sai số Chấp nhận được“
Đề bài
*Trên website không soạn thảo trình bày dung sai được như trong word, dung sai từ 0 đến 0.033 mình sẽ ghi là 0~ + 0.033 nhé.
*Một số tài liệu ký hiệu là ITD, ở đây là Δ thì ITD cũng là dung sai nha (IT là dung sai, D là đường kính lỗ).
Cần doa 1 lỗ có đường kính danh nghĩa là D (20mm). Dung sai chế tạo lỗ là Δ (0~ + 0.033) Ø20H7. Biết:
- Lượng lay rộng lớn nhất khi doa là Pmax = 0.009 (mm).
- Lượng lay rộng nhỏ nhất khi doa là Pmin = 0.005 (mm).
Dung sai chế tạo dao doa là N. Lượng dự trữ mài lại dao doa là J.
Hãy xác định:
- Đường kính lớn nhất của dao doa khi chế tạo.
- Đường kính nhỏ nhất của dao doa khi sử dụng.
- Kích thước danh nghĩa của dao doa.
Dạng 1
Doa lỗ có Ddanh nghĩa = Dmin. Dung sai chế tạo là Δ.
Dạng 2
Doa lỗ có Ddanh nghĩa = Dmax
Dạng 3
Doa lỗ có Ddanh nghĩa = 1/2 * (Dmax + Dmin )
Dạng 4
Doa lỗ có Ddanh nghĩa = Dmin + 1/2 * ITD
Dạng 5
Doa lỗ có Ddanh nghĩa = Dmax – 1/2 * ITD
Hướng dẫn giải bài toán dung sai đường kính dao doa lay rộng
Để biểu diễn cho một mối ghép hay một miền dung sai cho một giá trị kích thước nào đó thì ta dùng 1 hệ trục tọa độ. Với:
- Trục hoành là biểu diễn kích thước danh nghĩa của lỗ (hay của trục).
- Trục tung biểu diễn miền dung sai chế tạo (hoặc dung sai kích thước thực).
Vẽ miền dung sai chế tạo lỗ
Đầu tiên chúng ta vẽ trục hoành và vẽ miền dung sai chế tạo lỗ 0~ + 0.033. Vì từ 0~ + 0.033 nghĩa là từ 20 ~ 20.033 mm nên nó nằm trên trục hoành.
![图片[1]-](https://24h68.com/wp-content/uploads/2021/06/24hhoc.edu_.vn-bai-tap-doa-lay-rong-lo.png)
Khi gia công lay rộng thì dao doa nên to hay bé hơn lỗ???
Khi gia công doa lay rộng thì dao doa nên nhỏ hơn lỗ thì kh doa nó rộng ra là vừa.
Vẽ miền dung sai đường kính dao doa khi chế tạo
Chúng ta vẽ Pmin và Pmax.
![图片[2]-](https://24h68.com/wp-content/uploads/2021/06/24hhoc.edu_.vn-bai-tap-doa-lay-rong-lo1.png)
Vì không được vượt quá 33µm (micromet) vậy nên khi gia công mà lỡ lay lên trên thì lỗ sẽ bị to hơn, nên chắc chắn phần trên là Pmax.
Chúng ta cũng tìm được đường kính lớn nhất của dao dmax .
Ngược lại, nếu chúng ta chế tạo ở phần Pmin trên là Pmax thì kích thước đạt được là 20, còn lại nhỏ hơn 20 là phế phẩm, vì vậy không thể là Pmax nên nó sẽ là Pmin.
Chúng ta tìm được kích thước nhỏ nhất của dao dmin .
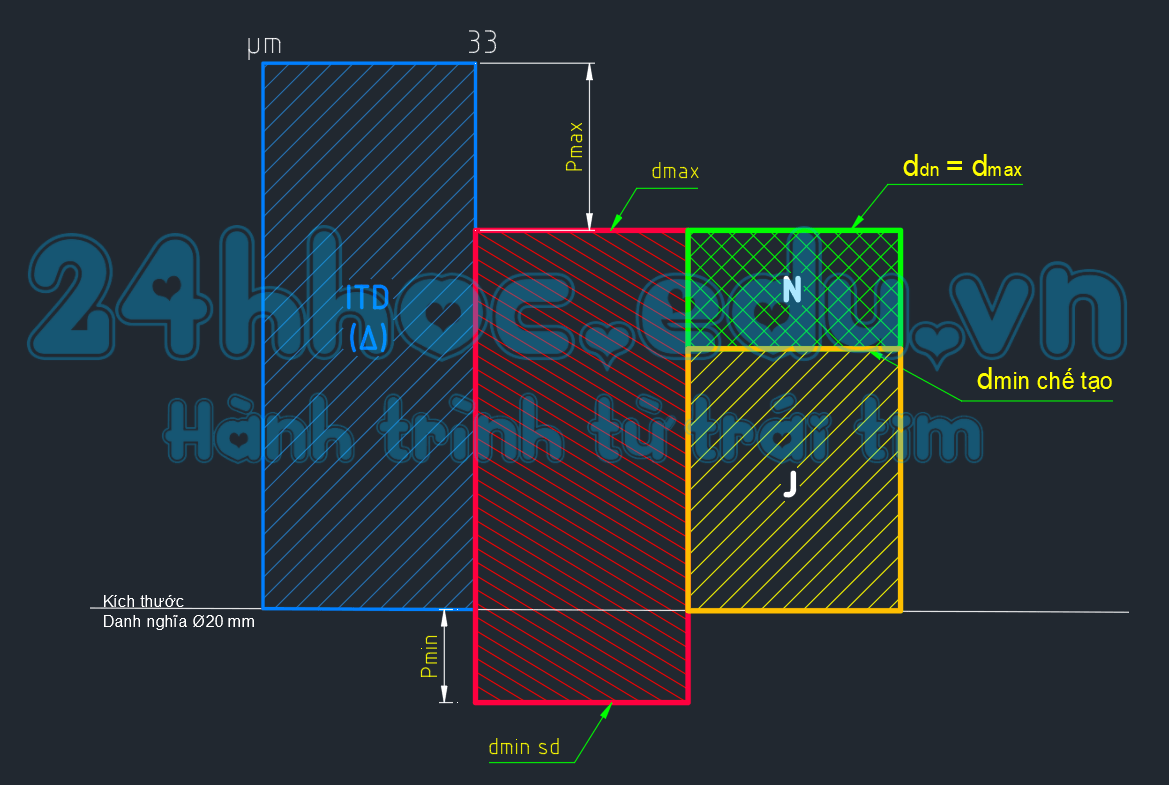
Vẽ miền dung sai chế tạo dao doa và dự trữ mài lại
Khi chế tạo thì dao doa cũng có dung sai, khoảng dung sai của nó là N. Chúng ta tìm ra được ddn = dmax (dmax là đường kính lớn nhất khi chế tạo dao doa), và đồng thời cũng tìm được dmin.
Phần còn lại sẽ là phần dự trữ mài lại J của dao doa.
Vậy câu hỏi đặt ra là N lấy bằng bao nhiêu?
Trong chế tạo, độ chính xác của dao thường cao hơn độ chính xác gia công của chi tiết từ 2 đến 3 cấp, nó tương đương miền dung sai của dao doa từ 1/2 đến 1/4. Người ta sẽ lấy khoảng giữa là 1/3. Vậy khoảng dung sai chế tạo dao doa N = 1/3 ITD
Đường kính lớn nhất của dao doa khi chế tạo
dmax = Ddn + ITD – Pmax = 20 + 0.033 – 0.009 = 20.024 (mm)
Đường kính nhỏ nhất của dao doa khi sử dụng
dmin sd = Ddn – Pmin = 20 – 0.005 = 19.995 (mm)
Kích thước danh nghĩa dao doa bằng bao nhiêu?
Khi chế tạo dao, người ta thấy Trong gia công người ta thấy dao như 1 chi tiết bị bao ngoài bởi lỗ chi tiết, nên dao sẽ được tra theo hệ thống trục và trục cơ bản. Vì vậy đường kính dao doa danh nghĩa sẽ bằng dmax.
ddn = dmax = Ddn = 20.
Dạng 2: Doa lỗ có Ddanh nghĩa = Dmax
![图片[4]-](https://24h68.com/wp-content/uploads/2021/06/24hhoc.edu_.vn-lay-rong-lo1.png)
Đường kính lớn nhất của dao doa khi chế tạo
dmax = Ddn – Pmax
Đường kính nhỏ nhất của dao doa khi sử dụng
dmin = Ddn – ITD – Pmin
Kích thước danh nghĩa của dao doa
ddn = dmax
Dạng 3: Doa lỗ có Ddanh nghĩa = 1/2 * (Dmax + Dmin )
![图片[5]-](https://24h68.com/wp-content/uploads/2021/06/24hhoc.edu_.vn-lay-rong-lo2.png)
Dạng 4: Doa lỗ có Ddanh nghĩa = Dmin + 1/2 * ITD
Tương tự dạng 3
Dạng 5: Doa lỗ có Ddanh nghĩa = Dmax – 1/2 * ITD
Tương tự dạng 3