Kể tên các nguyên nhân gây sai số gia công?
Trong quá trình gia công cắt gọt, có nhiều nguyên nhân gây ra sai số gia công. Tuy nhiên, có thể phân loại thành 7 nhóm nguyên nhân gây sai số gia công sau:
- Gá đặt
- Chuẩn và sử dụng
- Kẹp chặt chi tiết
- Sai số của đồ gá
- Máy công cụ
- Sai số của MCC
- Độ mòn của MCC
- Biến dạng đàn hồi của HTCN
- Rung động của HTCN
- Dụng cụ cắt
- Sai số khi chế tạo DCC
- Mòn DCC
- Gá đặt DCC
- Đo lường
- Biến dạng nhiệt và ứng suất dư
- Biến dạng nhiệt
- Ứng suất dư
Trình bày các nguyên nhân gây sai số gia công?
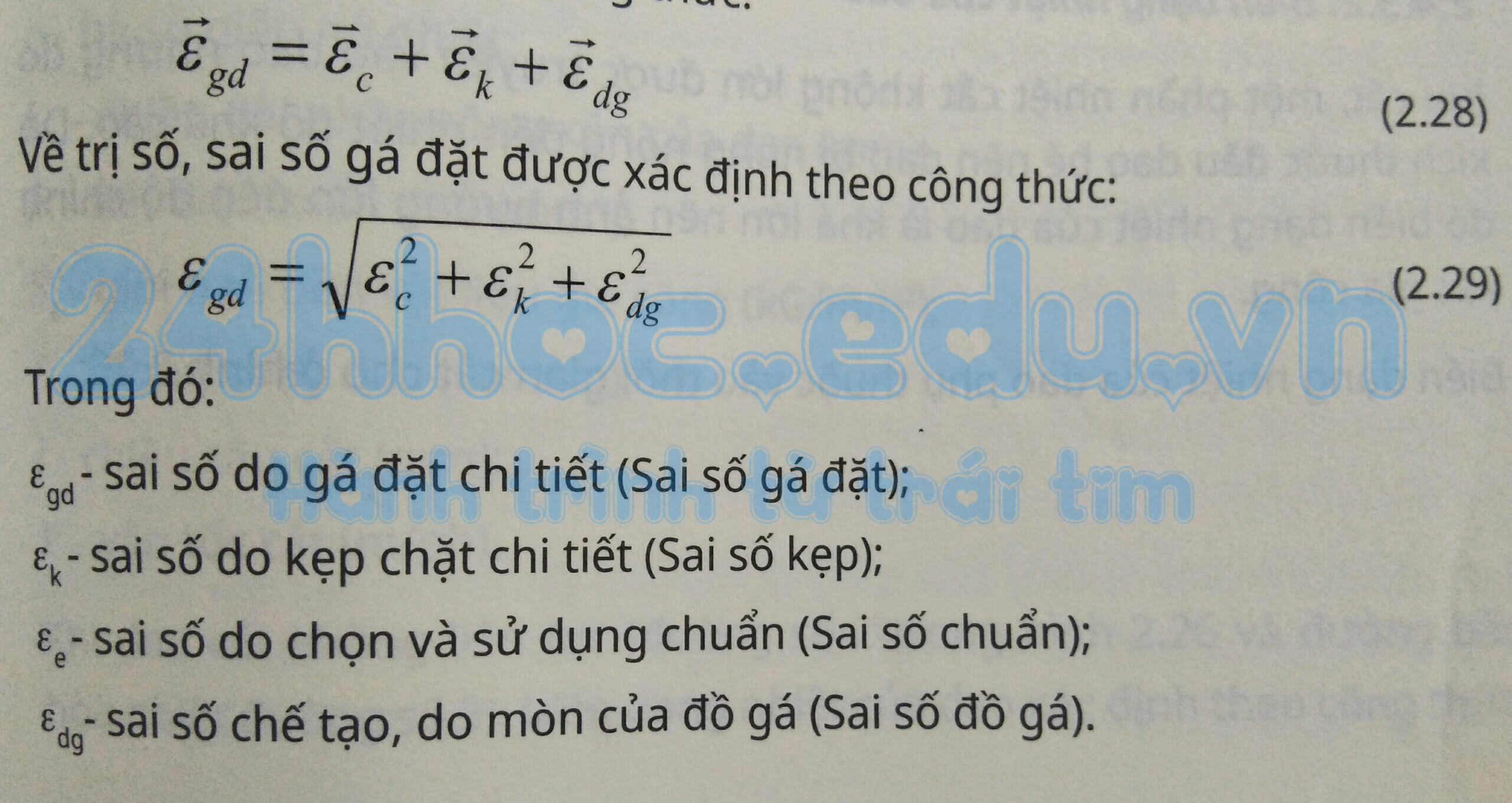
Nguyên nhân do gá đặt chi tiết
Gá đặt chi tiết là nguyên nhân gây sai số gia công. Sai số gá đặt được xác định theo công thức:
Nguyên nhân do máy công cụ
Do sai số của máy công cụ
Khi chế tạo máy công cụ cũng có những sai số nhất định, sai số này phản ánh một phần hay toàn bộ lên chi tiết gia công dưới dạng sai số hệ thống.
Sự hình thành các bề mặt gia công là do sự phối hợp các chuyển động cắt của máy như chuyển động quay của trục chính, chuyển động tịnh tiến của bàn dao,… nếu các chuyển động này có sai số sẽ gây ra sai số trên chi tiết gia công.
Do mòn của máy công cụ
Độ mòn của máy công cụ cũng gây ra sai số gia công, tuy nhiên ảnh hưởng của độ mòn của máy đến độ chính xác gia công không lớn vì máy có tốc độ mòn chậm (trừ một số chi tiết đặc biệt như băng máy, bàn trượt…).
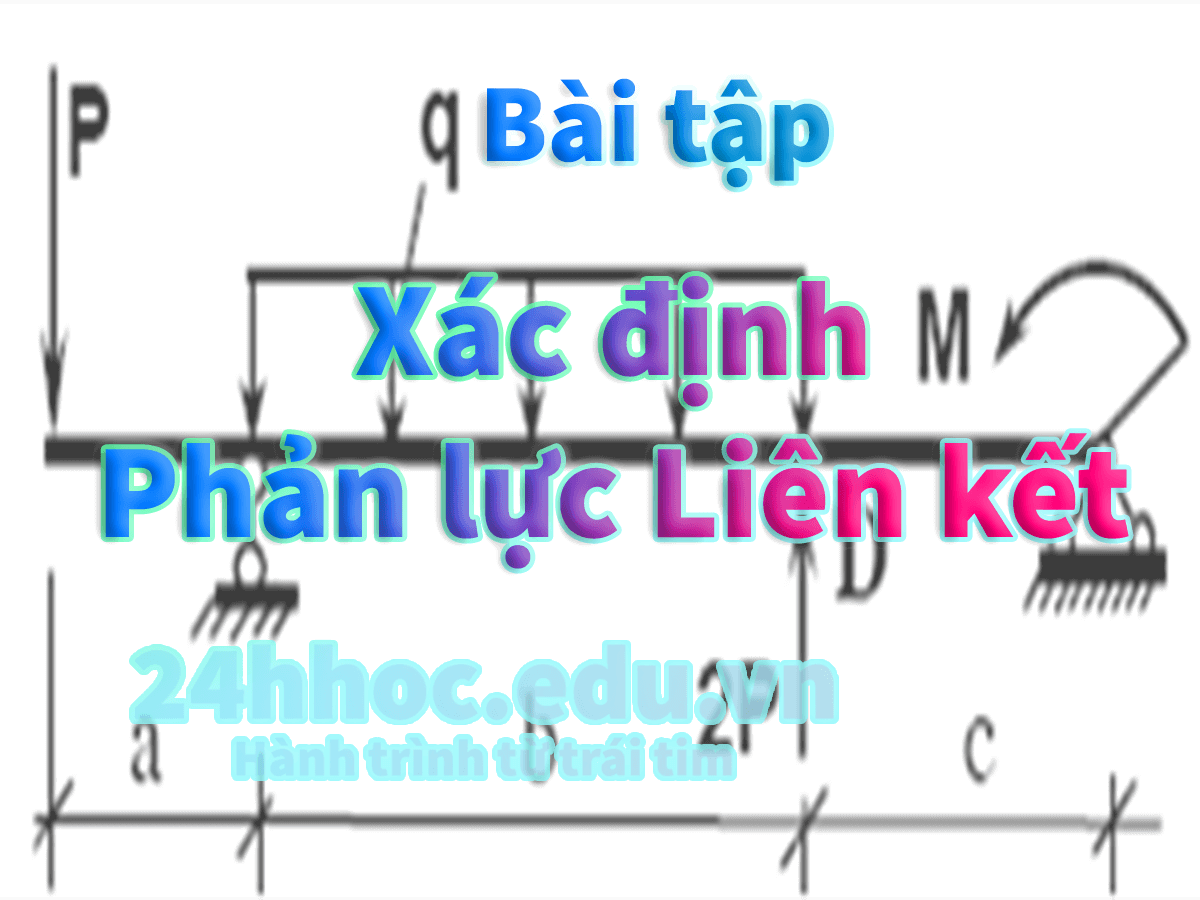
Nguyên nhân do Biến dạng đàn hồi của HTCN (do lực cắt)
Hệ thống công nghệ (HTCN) không phải là một hệ thống tuyệt đối cứng vững mà nó sẽ bị biến dạng đàn hồi (BDĐH) và biến dạng tiếp xúc dưới tác dụng của ngoại lực. Biến dạng này sẽ gây ra sai số gia công.
Biến dạng đàn hồi của HTCN vừa gây ra sai số kích thước, vừa gây ra sai số hình dáng hình học trên chi tiết gia công.
Nguyên nhân do Rung động của HTCN
Rung động của hệ thống công nghệ là một nguyên nhân ảnh hưởng rất lớn tới độ chính xác gia công, rung động sẽ làm cho vị trí tương đối giữa mũi dao và bề mặt gia công thay đổi theo chu kỳ làm cho diện tích lớp cắt thay đổi nên lực cắt thay đổi do đó gây ra sai số gia công.
Để làm giảm ảnh hưởng của rung động đến độ chính xác gia công có thể sử dụng các biện pháp như như: sử dụng máy và kết cấu máy có độ cứng vững cao, chọn sơ đồ gá đặt hợp lý để nâng cao độ cứng vững của hệ thống công nghệ, tránh gia công các bề mặt không liên tục, giảm các rung động từ bên ngoài đến…
Nguyên nhân do Dụng cụ cắt
Sai số khi chế tạo dụng cụ cắt sẽ ảnh hưởng rất lớn đến độ chính xác gia công đặc biệt là dụng cụ định hình và định kích thước. Sai số do chế tạo dụng cụ cắt thường gây ra sai số hệ thống cố định.
Nguyên nhân do Biến dạng nhiệt và ứng suất dư
Biến dạng nhiệt của máy và đồ gá
Máy và đồ gá được tạo thành bởi nhiều chi tiết máy, trong quá trình gia công nhiệt phát sinh từ các nguồn như: do ma sát, do nhiệt cắt từ các động cơ điện, nhiệt từ môi trường… sẽ nung nóng các chi tiết máy do đó chúng sẽ bị biến dạng nhiệt. Biến dạng này sẽ gây nên sai số gia công.
Để làm ảnh hưởng biến dạng nhiệt của máy và đồ gá đến độ chính xác gia công có các biện pháp như:
- Trước khi gia công cho máy chạy không tải một thời gian để biến dạng nhiệt của máy và đồ gá đạt tới trạng thái bão hòa rồi mới tiến hành gia công.
- Các cơ cấu máy phải đảm bảo điều kiện dẫn nhiệt, phát tán nhiệt tốt.
- Các máy gia công đòi hỏi độ chính xác cao phải đặt trong môi trường có điều hòa nhiệt độ.
*Đang cập nhật thêm…